
Die wateronttrekkingspers gebruik die hidrouliese stelsel om die oliesilinder te beheer en die plaatmatryskop (watersak) te druk om die water in die linne in die persmandjie vinnig te pers en uit te druk. In hierdie proses, as die hidrouliese stelsel swak onakkurate beheer het oor die posisie waar die suierstang op en af beweeg, die spoed en druk, sal dit die linne maklik beskadig.
Die beheerstelsel en hidrouliese stelsel
Om 'n goeie te kieswateronttrekkingspers, moet mense eers na die beheerstelsel en hidrouliese stelsel kyk. Omdat die wasgoedfabrieke in China deur inkomende materiale verwerk word, is elke kliënt se linne, ou en nuwe materiaal en dikte nie dieselfde nie, dus is elke linnepersprosesvereiste nie dieselfde nie.
❑ Die beheerstelsel
Dit is belangrik dat die wateronttrekkingspers pasgemaakte programme het wat gebaseer is op verskillende linnemateriale en diensjare. Ook, die instelling van verskillende druk op die linne tydens persing kan beide die dehidrasie-doeltreffendheid verhoog en die skade aan die linne verminder.
❑ Die hidrouliese stelsel
Die stabiliteit van die hidrouliese stelsel is ook baie belangrik. Dit is die kern van diewateronttrekkingspersDit kan wys of die pers stabiel is of nie. Die slag van die perssilinder, elke persaksie, die reaksiespoed van die hoofsilinder en die akkuraatheid van die drukbeheer word alles deur die hidrouliese stelsel bepaal.

As die beheerstelsel of hidrouliese stelsel onstabiel is, sal die foutkoers tydens gebruik hoog wees. Stelseldrukfluktuasie is ook onbeheerbaar en kan linne beskadig.
Die vorm van die linnekoek
Om 'n goeie wateronttrekkingspers te kies, moet ons die vorm van die linnekoek sien.
As die linnekoek wat na die persing uitkom, ongelyk en nie sterk is nie, moet die skade groot wees. Die krag op die plek waar die lap konveks is, is groot, en die krag op die plek waar dit konkaaf is, is klein. Gevolglik kan die linne maklik skeur.
Die gaping tussen die persmandjie en die watersak
Die waarskynlikheid van linneskade sal onder sulke omstandighede relatief groot wees:
● Die ontwerp van die gaping tussen die persmandjie en die watersak is onredelik.
● Die oliesilinder en die persmandjie is verskillend.
● Die persmandjie is vervorm.
● Die watersak en die persmandjie is vasgevang in die middel van die watersak en die persmandjie.
● Wanneer die pers gedehidreer is, beweeg die watersak onder hoë druk afwaarts.
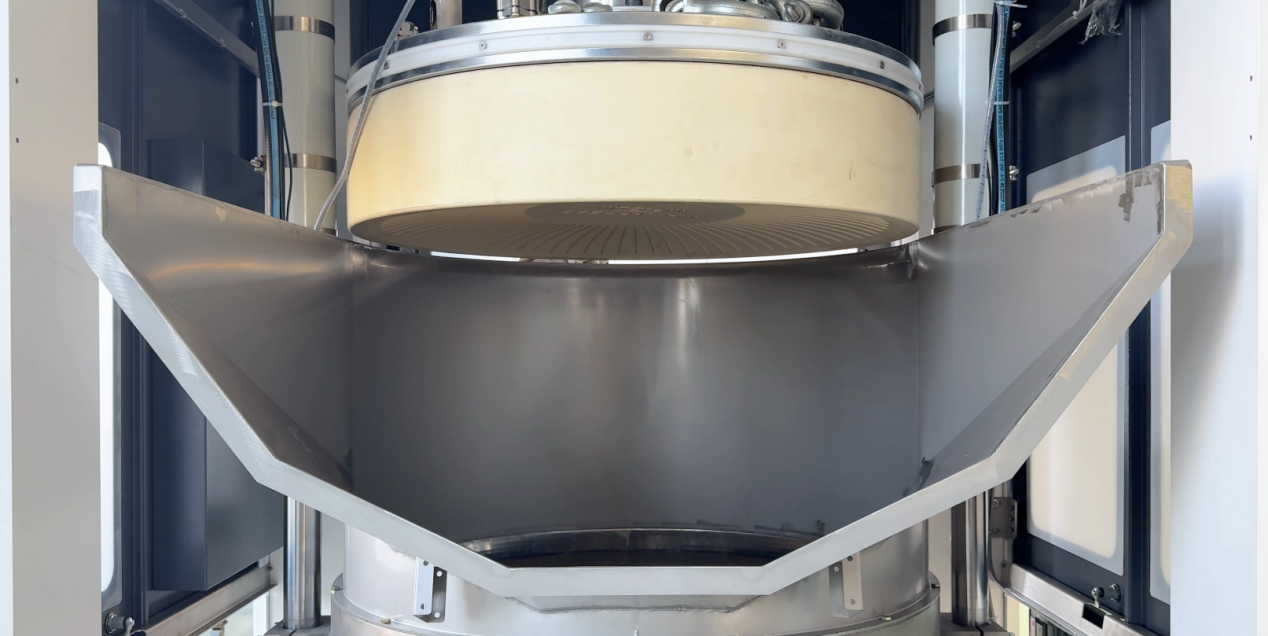
❑ CLMDie wateronttrekkingspers gebruik die raamstruktuur. Die hele pers word deur CNC-toerusting verwerk. Die algehele fout is minder as 0.3 mm. Die raampresisie is hoog en die silinderdruk is stabiel. Nadat die persmandjie in finale produkte verwerk is, is die dikte 26 mm vlekvrye staalmateriaal, en dit word nooit vervorm na hoëtemperatuur-hittebehandeling nie, om te verseker dat daar geen gaping tussen die watersak en die persmandjie is nie. Dit maksimeer die uitskakeling van linne wat tussen die watersak en die persmandjie vasgeklem is, wat lei tot linneskade.
Die proses van die druk van die mandjie
As die binnewand van die persmandjie nie glad genoeg is nie, sal dit ook die linne beskadig. Die binnewand van die CLM-persmandjie word gepoleer na fyn slyp en dan spieëlpolering. Die gladde binnewand maak die weerstand van die linne wat afloop kleiner, beskerm die lap tot die maksimum mate en verminder die skade.
Plasingstyd: 11 Nov 2024